Rechercher
Broyeurs à classification à air : 5 erreurs qui vous coûtent cher
De nombreux broyeurs à classification pneumatique (broyeurs à flux d'air) ne fonctionnent pas du tout selon des paramètres optimaux. Cela entraîne en réalité chaque mois des pertes silencieuses de plusieurs milliers d'euros en coûts énergétiques et en rendement. Votre marge bénéficiaire actuelle diminue probablement en raison d'un mauvais rapport de débit d'air, de l'usure de la roue de classification ou d'un mauvais réglage de la vitesse d'alimentation. Je rencontre souvent des opérateurs qui se plaignent systématiquement de la conception de la machine lorsque la capacité diminue ou que la granulométrie fluctue. Pour être honnête, le véritable coupable réside souvent dans certains points faibles spécifiques liés à l'exploitation. Aujourd'hui, nous allons mettre sur la table ces 5 erreurs coûteuses qui nuisent à l'efficacité du broyage et proposer un plan d'ajustement spécifique de l'équipement.
3-T Optimization Framework For Precision Grinding
Pour optimiser le broyage par gradation du débit d'air, l'essentiel est de contrôler de manière synchronisée trois variables spécifiques : le débit (Throughput), la température (Temperature) et la vitesse de la ligne (Tip Speed). Je rappelle souvent à mes clients que le fait de modifier une seule de ces variables sans ajuster les deux autres compromettra inévitablement la distribution granulométrique (PSD).
Le débit détermine votre chiffre d'affaires, mais il dépend entièrement de l'équilibre dynamique entre la charge thermique (température) et l'énergie cinétique appliquée aux particules (vitesse linéaire du rotor et de la roue de calibrage). Lorsque le directeur de l'atelier s'inquiétait à cause du goulot d'étranglement de la production, d'après mon expérience d'enquête sur site, neuf fois sur dix, la cause de la défaillance pouvait être attribuée à la rupture de cette relation des 3-T.
| Variable | Conséquences opérationnelles | Mesure d'optimisation |
| Débit | – Influences material residence time in the processing zone.- Excessive throughput can lead to incomplete mixing, insufficient thermal transfer, or high mechanical load.- Low throughput may cause over-processing, material degradation, or reduced production efficiency. | – Adjust the feeding rate to match the design capacity.- Coordinate the ratio of feed rate to impeller/screw speed to maintain a consistent specific energy input (SEI).- Monitor system pressure and torque to prevent overloading. |
| Température | – Direct impact on material viscosity, binder activation, or reaction kinetics.- Excessively high temperature may cause thermal degradation or unwanted phase transitions.- Too low temperature can result in high formulation viscosity, poor binding, or increased mechanical resistance. | – Calibrate the heating/cooling jacket zones to maintain target profiles.- Adjust throughput or rotational speed to control the contribution of viscous dissipation (shear heating).- Utilize real-time temperature sensors for closed-loop feedback control. |
| Vitesse périphérique | – Governs the shear rate, particle collision frequency, and mechanical energy input.- High tip speed promotes particle breakage, intensive mixing, and rapid dispersion, but can cause excessive fines or material degradation.- Low tip speed may lead to poor mixing uniformity or insufficient binder distribution. | – Optimiser le régime (tours par minute) en fonction du diamètre de l'équipement afin d'atteindre la vitesse périphérique souhaitée (v = π × D × N v = π × D × N ).- Balance tip speed with throughput to control particle/granule size distribution.- Scale up processes by keeping the tip speed constant when transitioning to larger vessels. |
Error 1: Air Volume Mismatch (Let Your Mill Suffocate)
Afin d'obtenir une poudre plus fine, l'opérateur réduit systématiquement le débit d'air du système, ce qui nuit involontairement à l'efficacité du broyage et à la capacité de la machine. Le débit d'air (CFM) détermine en effet la vitesse à laquelle le matériau broyé quitte la zone de classification par transport pneumatique. Une réduction de la vitesse du flux d'air entraînera une circulation sans fin des particules dans la chambre de broyage. Cela provoquera un broyage excessif du matériau, générant une friction interne importante, et vous constaterez finalement que l'axe du rotor est recouvert d'une couche de produit fondu ou détérioré.
Pour remédier à ce déséquilibre du débit d'air, la première étape consiste à régler la vitesse (tr/min) de la roue de calibrage afin de contrôler le point de coupure, plutôt que de modifier la position du registre. Maintenez le débit d'air du ventilateur de votre système à la valeur de référence spécifiée par le fabricant de l'équipement afin de garantir une évacuation rapide du matériau. Un débit d'air stable permet d'évacuer instantanément la poudre fine, évitant ainsi la surcharge de la chambre de broyage et les pics de courant importants au niveau du moteur.
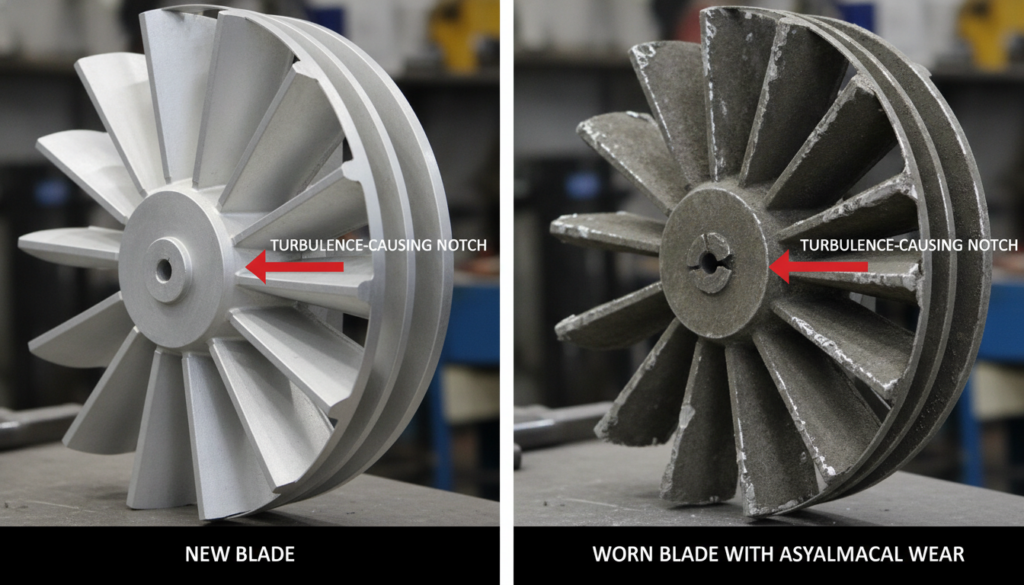
Erreur n° 2 : ne tient pas compte de l'usure asymétrique de la roue de calibrage
La plupart du temps, ce n’est pas le rotor principal qui est en cause, mais une usure asymétrique minime des pales de la roue de calibrage, difficile à percevoir à l’œil nu, qui a nui à la qualité de vos produits. Les matériaux les plus abrasifs érodent de manière inégale le bord d’attaque de la pale sur toute la circonférence de la roue de calibrage. Cette géométrie non uniforme ne crée pas un champ centrifuge régulier, mais génère plutôt un tourbillon d'air chaotique. Les grosses particules peuvent facilement franchir les points faibles de ces tourbillons d'air, contourner la zone de calibrage et polluer directement le filtre à manches fini.
Vérifiez chaque semaine les lames de votre roue de nivellement à l'aide d'un micromètre numérique. Un simple contrôle visuel ne suffit pas, car une usure inégale de seulement 1 mm peut entraîner un écart important par rapport aux spécifications de votre D90. Si vous constatez que les variations de dimensions dépassent les tolérances d'usine, remplacez immédiatement la lame ou procédez à un traitement de cémentation, sans hésiter.
Erreur 3 : granulométrie irrégulière du produit d'alimentation (piège à pulsations)
Le fait de verser directement dans le broyeur des matières premières non criblées et non calibrées provoquera inévitablement de fortes surcharges du moteur et une classification des particules extrêmement instable. Le broyeur à classification par flux d'air est un équipement de finition de précision ; il ne s'agit en aucun cas d'un concasseur primaire. Lorsque la vanne rotative en amont est alimentée en agglomérats ou en fragments surdimensionnés, la charge électrique du moteur d'entraînement principal subira de fortes fluctuations. Cette surcharge de courte durée entraînera une chute de la vitesse du rotor en quelques secondes critiques, ce qui élargira instantanément la distribution granulométrique et permettra aux particules grossières de s'échapper directement à travers le tamis.
Je recommande vivement d'installer une machine de pré-criblage ou un broyeur dédié directement au-dessus de la vanne rotative. Le traitement des matières premières en particules de taille uniforme permet d'assurer une charge de base stable du moteur. Lorsque le courant est stable, la vitesse de rotation du rotor peut être verrouillée avec précision à la valeur cible, ce qui garantit l'uniformité de la poudre finale.
Error 4: Blind Fly Operation For Temperature Threshold
L'accumulation de chaleur à l'intérieur de la chambre de broyage peut endommager de manière irréversible les produits sensibles à la chaleur, tels que les résines, les sucres et les revêtements en poudre. La force d'impact mécanique du broyeur transforme directement l'énorme énergie cinétique en chaleur. Si le débit de votre chemise de refroidissement diminue ou si l'air d'admission n'est pas correctement refroidi, le produit fondra et adhérera au déflecteur interne. Cette situation entraînera la formation de grumeaux durs qui, lorsqu'ils finiront par tomber, heurteront l'arbre de la broche du rotor tournant à grande vitesse.
Installez plusieurs capteurs de température infrarouges en temps réel au niveau de la sortie du broyeur afin de surveiller en temps réel la charge thermique. Connectez ces capteurs directement à votre API (automate programmable industriel). Dès que la température de sortie s'approche de la température de transition vitreuse de votre matériau, le système peut ajuster automatiquement le débit d'alimentation, ce qui peut vous éviter bien des soucis.
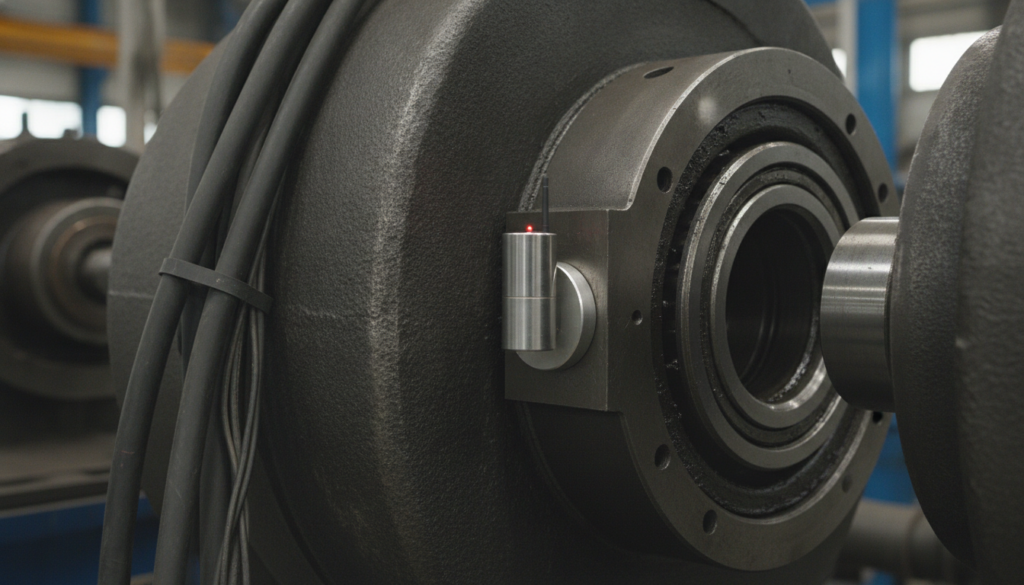
Erreur n° 5 : se contenter d'un entretien réactif des roulements
Vous attendez d'entendre un bruit anormal avant de remplacer le roulement du rotor principal ? C'est courir à la catastrophe : une panne matérielle et des semaines d'arrêt imprévu. Les charges radiales et axiales exercées par le broyage ultrafin à grande vitesse sur le palier inférieur sont extrêmes. Au moment où l'oreille humaine perçoit un grincement ou un bourdonnement provenant du carter du broyeur, la cage du palier est déjà en grande partie détruite et l'arbre d'entraînement principal peut même avoir été rayé.
Il est recommandé de mettre en place une surveillance acoustique par ultrasons afin de détecter les microfissures plusieurs semaines avant qu'elles ne provoquent des bruits anormaux. Installez un capteur acoustique directement sur le boîtier du roulement afin que votre équipe de maintenance puisse suivre les pics de frottement à haute fréquence. Il vaut mieux organiser le remplacement des roulements lors d'un changement d'équipe prévu et prendre les devants plutôt que d'être confronté à une panne soudaine en pleine production.
Analyse de cas sur site : 22% de la capacité de production ont été récupérés lors du traitement des poudres.
Le réajustement du rapport entre le débit d'air et le débit d'alimentation a permis d'augmenter la production d'une usine chimique de 22%, tout en réduisant le taux de rebut à presque zéro. Il s'agit d'une usine de revêtement en poudre de taille moyenne. À l'époque, l'usine souffrait d'une agglomération importante des particules et de déclenchements fréquents des moteurs à un débit de 800 livres/heure. Les ingénieurs de l'usine ont tenté d'empêcher le blocage du système en réduisant le débit d'alimentation, mais ces symptômes ne correspondaient pas à la cause profonde du problème.
Après avoir pris la relève, j'ai immédiatement appliqué le cadre 3-T que je viens de mentionner pour diagnostiquer cette défaillance aérodynamique spécifique. À ce moment-là, le ventilateur du système n'atteignait que 70% de sa capacité, ce qui privait directement le broyeur d'un débit d'air suffisant. Nous avons augmenté le débit d'air du système (CFM) de 15% pour accélérer la vidange de la chambre de broyage, tout en réduisant la vitesse de la roue de calibrage de 8% afin de maintenir des points de coupe précis. Résultat : un rendement stable de 980 lb/h, un D90 parfait de 35 microns et aucune dégradation thermique.
Foire aux questions
Question : Quelle est la principale différence entre un broyeur à broches et un broyeur à classificateur à air ?
Réponse : Le broyeur à classification à flux d'air est équipé d'une roue de classification dynamique. Avant que le matériau ne quitte la machine, celle-ci contrôle activement la taille maximale des particules. Le broyeur à barres à aiguilles standard ne dispose pas de cette fonction de classification interne ; en d'autres termes, le matériau est directement évacué après son passage à travers les barres à aiguilles, ce qui entraîne une distribution granulométrique plus large et une moins bonne contrôlabilité.
Q : Comment régler la granulométrie du broyeur à classification à courant d'air ?
Réponse : Pour ajuster la granulométrie, il suffit principalement de modifier la vitesse de rotation de la roue de classification interne (tr/min). Une augmentation de la vitesse de rotation renvoie les particules les plus fines vers la zone de broyage, ce qui donne un produit final plus fin. Une réduction de la vitesse de rotation permet aux particules plus grosses de passer, ce qui donne un produit final plus grossier.
Q : Pourquoi le courant (en ampères) du moteur de mon broyeur à flux d'air est-il toujours trop élevé ?
Réponse : Un courant élevé au niveau du moteur indique que des résidus se sont accumulés dans la chambre de broyage. Cela se produit généralement lorsque le débit d'alimentation dépasse la capacité de transport pneumatique du système (volume d'air insuffisant) ou lorsque des morceaux de matière première de grande taille pénètrent dans le broyeur. Vérifiez le débit d'air et assurez-vous que le tuyau d'évacuation ou le filtre à manches n'est pas obstrué.
Q : Quelle est la taille maximale des matières à traiter dans le broyeur à classification par flux de gaz ?
Réponse : La taille des particules d'alimentation dépend entièrement des spécifications du broyeur, mais en général, pour les grands broyeurs industriels, les matières premières ne doivent pas dépasser 10 mm (3/8 pouce), tandis que pour les petits équipements de laboratoire, elles doivent être maintenues en dessous de 2 mm. Au-delà de cette taille, il existe un risque important d'endommagement de la broche de broyage et le moteur sera soumis à une surcharge importante.
Q : À quelle fréquence faut-il remplacer la roue de nivellement ?
Réponse : La fréquence de remplacement dépend entièrement de l'abrasivité du matériau et de la vitesse de rotation de la machine. S'il s'agit du traitement de minéraux abrasifs tels que le dioxyde de titane, il peut être nécessaire de les changer tous les quelques mois. N'oubliez pas de vérifier les lames à l'aide d'un micromètre chaque semaine. Remplacez immédiatement les meules si vous constatez que les lames sont usées, ce qui entraîne des irrégularités de taille ou provoque des vibrations.