بحث
مطاحن الفرز الهوائي: 5 أخطاء تكلفك المال
لا تعمل العديد من مطاحن التصنيف الهوائي (مطاحن التصنيف بتدفق الهواء) وفقًا للمعايير المثلى على الإطلاق. وهذا في الواقع يستنزف بهدوء آلاف الدولارات من تكاليف الطاقة وأرباح الإنتاجية كل شهر. ومن المحتمل أن يكون هامش ربحك الحالي آخذًا في التقلص بسبب النسبة الخاطئة لحجم الهواء، أو تآكل عجلة التصنيف، أو عدم توافق سرعة التغذية. غالبًا ما ألتقي بالعديد من المشغلين الذين يشتكون عادةً من أن تصميم الماكينة غير جيد عندما تنخفض السعة أو تتقلب الحبيبات. بصراحة، غالبًا ما يكون السبب الحقيقي هو بعض نقاط الضعف التشغيلية المحددة. اليوم سنطرح على الطاولة هذه الأخطاء الخمسة المكلفة التي تدمر كفاءة الطحن وسنقدم خطة محددة لتعديل المعدات.
3-T Optimization Framework For Precision Grinding
للتحكم في عملية الطحن بتدرج تدفق الهواء، يكمن الجوهر في التحكم المتزامن في ثلاثة متغيرات محددة: معدل الإنتاجية (Throughput)، ودرجة الحرارة (Temperature)، وسرعة خط الإنتاج (Tip Speed). وكثيراً ما أذكّر العملاء بأن التركيز على متغير واحد دون تعديل المتغيرين الآخرين سيؤدي حتماً إلى إفساد توزيع حجم الجسيمات (PSD).
يحدد معدل الإنتاجية إيراداتك، لكنه يعتمد كليًا على التوازن الديناميكي بين الحمل الحراري (درجة الحرارة) والطاقة الحركية المطبقة على الجسيمات (السرعة الخطية للدوار وعجلة الفرز). عندما كان مدير ورشة العمل قلقًا بسبب اختناق الإنتاج، وفقًا لتجربتي في التحقيق الميداني، يمكن في تسع من أصل عشر حالات إرجاع سبب الفشل إلى خرق هذه العلاقة الثلاثية.
| متغير | التأثير التشغيلي | إجراء التحسين |
| معدل الإنتاجية | – Influences material residence time in the processing zone.- Excessive throughput can lead to incomplete mixing, insufficient thermal transfer, or high mechanical load.- Low throughput may cause over-processing, material degradation, or reduced production efficiency. | – Adjust the feeding rate to match the design capacity.- Coordinate the ratio of feed rate to impeller/screw speed to maintain a consistent specific energy input (SEI).- Monitor system pressure and torque to prevent overloading. |
| درجة الحرارة | – Direct impact on material viscosity, binder activation, or reaction kinetics.- Excessively high temperature may cause thermal degradation or unwanted phase transitions.- Too low temperature can result in high formulation viscosity, poor binding, or increased mechanical resistance. | – Calibrate the heating/cooling jacket zones to maintain target profiles.- Adjust throughput or rotational speed to control the contribution of viscous dissipation (shear heating).- Utilize real-time temperature sensors for closed-loop feedback control. |
| سرعة الطرف | – Governs the shear rate, particle collision frequency, and mechanical energy input.- High tip speed promotes particle breakage, intensive mixing, and rapid dispersion, but can cause excessive fines or material degradation.- Low tip speed may lead to poor mixing uniformity or insufficient binder distribution. | – ضبط عدد الدورات في الدقيقة (RPM) وفقًا لقطر الجهاز لتحقيق السرعة المستهدفة للطرف (v = π × D × N v = π × D × N ).- Balance tip speed with throughput to control particle/granule size distribution.- Scale up processes by keeping the tip speed constant when transitioning to larger vessels. |
Error 1: Air Volume Mismatch (Let Your Mill Suffocate)
من أجل الحصول على مسحوق أنعم، يقوم المشغل دائمًا بإيقاف تدفق الهواء في النظام، مما يؤدي دون قصد إلى إضعاف كفاءة الطحن وقدرة الماكينة. فحجم تدفق الهواء (CFM) هو الذي يحدد في الواقع السرعة التي تخرج بها المادة المطحونة من منطقة الفرز عن طريق النقل الهوائي. سيؤدي تقليل سرعة الهواء إلى دوران الجسيمات بشكل لا نهائي في حجرة الطحن. سيؤدي هذا إلى طحن مفرط للمادة، مما يتسبب في احتكاك داخلي شديد، وفي النهاية ستجد أن مسمار الدوار مغطى بطبقة من المنتج المذاب أو المتدهور.
لحل مشكلة عدم توافق حجم الهواء هذه، يجب أن تكون الخطوة الأولى هي ضبط سرعة (RPM) عجلة التصنيف للتحكم في نقطة القطع (نقطة القطع)، بدلاً من تحريك المثبط. حافظ على حجم الهواء لمروحة النظام عند المستوى الأساسي المحدد من قبل الشركة المصنعة للمعدات لضمان تفريغ المواد بسرعة. يمكن لحجم الهواء الثابت إزالة المسحوق الناعم على الفور، مما يمنع التحميل الزائد لغرفة الطحن والارتفاعات الحادة في تيار المحرك.
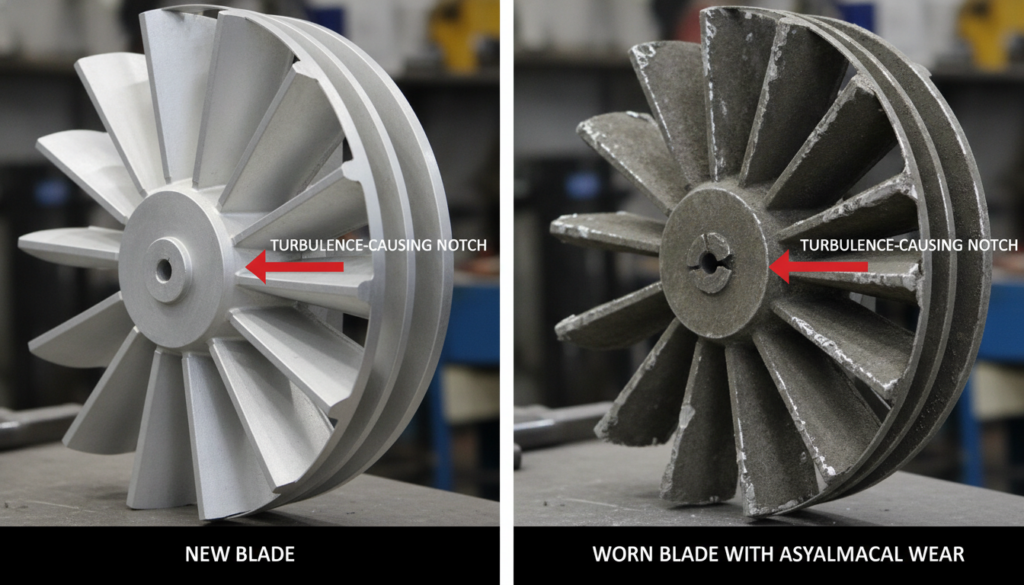
الخطأ 2: تجاهل التآكل غير المتماثل لعجلة التسوية
في معظم الأحيان، لا يكون الدوار الرئيسي هو السبب في المشكلة، بل إن التآكل الطفيف غير المتماثل الذي يصيب شفرات عجلة الفرز — والذي يصعب رؤيته بالعين المجردة — هو ما يفسد جودة منتجاتك. فالمواد الأكثر كشطًا تؤدي إلى تآكل الحافة الأمامية للشفرة بشكل غير متساوٍ على طول محيط عجلة الفرز بأكمله. لا ينتج عن هذا الشكل الهندسي غير المنتظم مجال طرد مركزي منتظم، بل ينتج دوامة هوائية فوضوية. يمكن للجزيئات الكبيرة أن تخترق بسهولة نقاط الضعف في هذه الدوامات الهوائية، وتتجاوز منطقة التصنيف، وتلوث مباشرةً مرشح الأكياس النهائي.
افحص شفرات عجلة التسوية أسبوعياً باستخدام ميكرومتر رقمي. فلا يكفي الاكتفاء بالفحص البصري، حتى لو كان التآكل غير المتساوي لا يتجاوز 1 ملم، لأن ذلك سيؤدي إلى انحراف حاد عن مواصفات جرافة D90. وبمجرد أن تلاحظ أن التغيرات في الحجم تتجاوز التفاوت المسموح به من المصنع، استبدل الشفرة على الفور أو قم بإجراء معالجة تقوية السطح، ولا تتردد في ذلك.
الخطأ 3: تباين حجم جزيئات المواد المُغذية (مصفاة الضغط)
إن صب المواد الخام التي لم يتم غربلتها ومعايرتها مباشرةً في المطحنة سيؤدي بالتأكيد إلى حدوث ارتفاع حاد في الحمل على المحرك وتصنيف غير مستقر للغاية للجسيمات. وتعتبر مطحنة التصنيف الهوائي جهازًا دقيقًا للمعالجة النهائية، وهي بالتأكيد ليست كسارة أولية. عندما يتم تغذية الصمام الدوار في المرحلة الأولية بكتل متكتلة أو شظايا كبيرة الحجم، فإن الحمل الكهربائي لمحرك الدفع الرئيسي سيتعرض لتقلبات حادة. سيؤدي هذا الحمل الزائد قصير المدى إلى انخفاض سرعة الدوار في بضع ثوانٍ حاسمة، وسيتسع توزيع حجم الجسيمات على الفور، وستتسرب الجسيمات الخشنة مباشرة عبر الشبكة.
أوصي بشدة بتركيب آلة غربلة أولية أو آلة تمزيق مخصصة مباشرة فوق الصمام الدوار. إن معالجة المواد الخام لتحويلها إلى حجم موحد يضمن استقرار الحمل الأساسي للمحرك. وعندما يكون التيار مستقرًا، يمكن تثبيت سرعة دوران الدوار بدقة عند القيمة المستهدفة، مما يضمن توحيد حجم المسحوق النهائي.
Error 4: Blind Fly Operation For Temperature Threshold
يمكن أن يؤدي تراكم الحرارة داخل حجرة الطحن إلى إتلاف المنتجات الحساسة للحرارة بشكل دائم، مثل الراتنجات والسكريات والطلاءات المسحوقة. حيث تعمل قوة الصدم الميكانيكية لمسمار الطحن على تحويل الطاقة الحركية الهائلة مباشرةً إلى حرارة. إذا انخفض معدل تدفق غلاف التبريد الخاص بك، أو لم يتم تبريد هواء الإمداد الداخل بشكل صحيح، فسوف يذوب المنتج ويلتصق بالحاجز الداخلي. ستؤدي هذه الحالة إلى تكوين كتل صلبة، وعندما تسقط هذه الكتل في النهاية، فإنها ستصطدم بعمود مسمار الدوار الذي يعمل بسرعة عالية.
قم بتركيب عدة مستشعرات درجة حرارة تعمل بالأشعة تحت الحمراء في الوقت الفعلي عند منفذ تفريغ المطحنة لمراقبة الحمل الحراري بشكل ديناميكي. قم بتوصيل هذه المستشعرات مباشرةً بوحدة التحكم المنطقية القابلة للبرمجة (PLC). وبمجرد اقتراب درجة حرارة التفريغ من درجة حرارة التحول الزجاجي للمادة المستخدمة، يمكن للنظام ضبط معدل التغذية تلقائيًا، مما يوفر الكثير من المتاعب.
الخطأ الخامس: الاعتماد على الصيانة التفاعلية للمحامل
هل تنتظر سماع صوت غير طبيعي قبل تغيير محمل الدوار الرئيسي؟ هذا يعني في الأساس التسبب في عطل كارثي للمعدات وفترات توقف غير مخطط لها تمتد لأسابيع. إن الأحمال الشعاعية والمحورية التي يمارسها الطحن فائق الدقة عالي السرعة على المحمل السفلي شديدة للغاية. وبحلول الوقت الذي يمكن فيه للأذن البشرية سماع صوت احتكاك أو أزيز من غلاف المطحنة، يكون قفص المحمل قد انهار في الغالب وقد يكون عمود الإدارة الرئيسي قد تعرض للخدش.
يجب عليك استخدام نظام المراقبة الصوتية بالموجات فوق الصوتية لاكتشاف الشقوق الدقيقة قبل أسابيع من ظهور أصوات غير طبيعية. قم بتركيب مستشعر صوتي مباشرةً على غطاء المحمل حتى يتمكن فريق الصيانة من رصد ارتفاعات مفاجئة في مستويات الاحتكاك عالية التردد. ومن الأفضل ترتيب استبدال المحامل في وقت التبديل المقرر واتخاذ المبادرة بدلاً من مواجهة عطل مفاجئ في منتصف عملية الإنتاج.
تحليل الحالة في الموقع: تم استرداد 22% من الطاقة الإنتاجية في مجال معالجة المساحيق.
أدى تعديل نسبة تدفق الهواء إلى التغذية إلى زيادة إنتاج مصنع المواد الكيميائية بمقدار 221 طنًا، مع خفض معدل الخردة إلى الصفر تقريبًا. ويُعد هذا المصنع مصنعًا متوسط الحجم متخصصًا في الطلاء بالمسحوق. في ذلك الوقت، كانوا يعانون من تكتل شديد للجسيمات وانقطاع متكرر للمحركات عند 800 رطل/ساعة. حاول المهندسون في المصنع منع انسداد النظام عن طريق تقليل معدل التغذية، لكن الأعراض لم تكن السبب الجذري.
بعد تولي المسؤولية، قمت مباشرةً بتطبيق إطار العمل المكون من 3 نقاط الذي ذكرته آنفًا لتشخيص هذا العطل الهوائي المحدد. في ذلك الوقت، لم تصل مروحة النظام سوى إلى 70% من سعتها، مما أدى مباشرةً إلى افتقار المطحنة إلى حجم هواء نقل كافٍ. قمنا بزيادة حجم الهواء في النظام (CFM) بمقدار 15% لتسريع عملية تفريغ حجرة الطحن، مع تقليل سرعة عجلة التصنيف بمقدار 8% للحفاظ على دقة نقاط القطع. النتيجة: إنتاج ثابت يبلغ 980 رطلاً في الساعة، و D90 مثالي يبلغ 35 ميكرون، وعدم وجود أي تدهور حراري.
الأسئلة الشائعة
السؤال: ما الفرق الرئيسي بين مطحنة الدبوس ومطحنة الفصل الهوائي؟
الإجابة: توجد عجلة تصنيف ديناميكية داخل مطحنة التصنيف الهوائية. وقبل خروج المادة من الآلة، تقوم هذه العجلة بالتحكم الفعال في الحد الأقصى لحجم الجسيمات. أما مطحنة القضبان الإبرية القياسية فلا تتمتع بهذه الوظيفة الداخلية للتصنيف؛ بمعنى أن المادة تُفرغ مباشرةً بمجرد مرورها عبر القضبان الإبرية، مما يؤدي إلى توزيع أوسع لحجم الجسيمات وإمكانية تحكم أقل.
س: كيف يمكن ضبط حجم الجسيمات في مطحنة تصنيف تدفق الهواء؟
الإجابة: يتم ضبط حجم الجسيمات بشكل أساسي عن طريق تغيير سرعة عجلة الفرز الداخلية (دورة في الدقيقة). تؤدي زيادة سرعة العجلة إلى إعادة الجسيمات الأصغر حجمًا إلى منطقة الطحن، وبالتالي يصبح المنتج النهائي أكثر نعومة. أما خفض سرعة العجلة فيسمح بمرور الجسيمات الأكبر حجمًا، فيصبح المنتج النهائي أكثر خشونة.
س: لماذا يكون تيار (بالأمبير) محرك مطحنة تصنيف تدفق الهواء لدي مرتفعًا دائمًا؟
الإجابة: يشير ارتفاع تيار المحرك إلى تراكم المواد داخل حجرة الطحن. ويحدث هذا عادةً عندما يتجاوز معدل التغذية سعة النقل الهوائي للنظام (حجم هواء غير كافٍ)، أو عندما تدخل قطع كبيرة من المواد الخام إلى المطحنة. تحقق من معدل تدفق الهواء وتأكد مما إذا كان أنبوب التفريغ أو مرشح الكيس مسدودًا.
س: ما هو الحد الأقصى لحجم المواد المدخلة في مطحنة تصنيف تدفق الغاز؟
الإجابة: يعتمد حجم المواد المدخلة بشكل كامل على مواصفات المطحنة، ولكن بشكل عام، بالنسبة للمطاحن الصناعية الكبيرة، يجب ألا يتجاوز حجم المواد الخام 10 ملم (3/8 بوصة)، أما بالنسبة للمعدات المختبرية الصغيرة، فيجب أن يظل الحجم أقل من 2 ملم. فوق هذا الحجم، هناك خطر كبير من تلف مسمار الطحن وسيتعرض المحرك لحمل زائد شديد.
س: كم مرة يجب تغيير عجلة التسوية؟
الإجابة: يعتمد تواتر الاستبدال كليًّا على درجة كشط المادة وسرعة تشغيل الآلة. ففي حالة معالجة معادن كاشطة مثل ثاني أكسيد التيتانيوم، قد يتعين تغييرها كل بضعة أشهر. تذكر فحص الشفرات بمقياس ميكرومتر كل أسبوع. استبدل العجلات على الفور إذا وجدت أن الشفرات تالفة، مما يتسبب في تباينات في الحجم أو اهتزازات.