Поиск
Мельницы с воздушным классификатором: 5 ошибок, которые обходятся вам дорого
Многие заводские мельницы с пневматической классификацией (мельницы с воздушной классификацией) работают далеко не в оптимальном режиме. Фактически это ежемесячно незаметно съедает тысячи долларов затрат на электроэнергию и прибыли от производительности. Ваша текущая рентабельность, вероятно, снижается из-за неправильного соотношения объёмов воздуха, износа сортировочного колеса или несоответствия скорости подачи. Я часто сталкиваюсь с операторами, которые привычно жалуются на некачественную конструкцию оборудования, когда производительность падает или размер частиц колеблется. Честно говоря, настоящей причиной часто являются определенные «слепые зоны» в эксплуатации. Сегодня мы рассмотрим 5 дорогостоящих ошибок, которые снижают эффективность измельчения, и предложим конкретный план настройки оборудования.
3-T Optimization Framework For Precision Grinding
Чтобы добиться нужного распределения частиц по размеру при помоле с регулировкой воздушного потока, необходимо синхронно контролировать три ключевых параметра: производительность (Throughput), температуру (Temperature) и скорость линии (Tip Speed). Я часто напоминаю клиентам, что изменение одного из этих параметров без корректировки двух остальных обязательно приведет к ухудшению распределения частиц по размеру (PSD).
Производительность определяет вашу прибыль, но она полностью зависит от динамического баланса между тепловой нагрузкой (температурой) и кинетической энергией, прилагаемой к частицам (линейной скоростью ротора и сортировочного колеса). Когда директор цеха беспокоился из-за производственного «узкого места», согласно моему опыту проведения расследований на месте, в девяти случаях из десяти причину сбоя можно проследить до нарушения этой взаимосвязи «3-Т».
| Переменная | Влияние на операционную деятельность | Действие по оптимизации |
| Пропускная способность | – Influences material residence time in the processing zone.- Excessive throughput can lead to incomplete mixing, insufficient thermal transfer, or high mechanical load.- Low throughput may cause over-processing, material degradation, or reduced production efficiency. | – Adjust the feeding rate to match the design capacity.- Coordinate the ratio of feed rate to impeller/screw speed to maintain a consistent specific energy input (SEI).- Monitor system pressure and torque to prevent overloading. |
| Температура | – Direct impact on material viscosity, binder activation, or reaction kinetics.- Excessively high temperature may cause thermal degradation or unwanted phase transitions.- Too low temperature can result in high formulation viscosity, poor binding, or increased mechanical resistance. | – Calibrate the heating/cooling jacket zones to maintain target profiles.- Adjust throughput or rotational speed to control the contribution of viscous dissipation (shear heating).- Utilize real-time temperature sensors for closed-loop feedback control. |
| Скорость кончика | – Governs the shear rate, particle collision frequency, and mechanical energy input.- High tip speed promotes particle breakage, intensive mixing, and rapid dispersion, but can cause excessive fines or material degradation.- Low tip speed may lead to poor mixing uniformity or insufficient binder distribution. | – Оптимизируйте частоту вращения (об/мин) с учетом диаметра оборудования для достижения заданной скорости на конце вала (v = π × D × N v = π × D × N ).- Balance tip speed with throughput to control particle/granule size distribution.- Scale up processes by keeping the tip speed constant when transitioning to larger vessels. |
Error 1: Air Volume Mismatch (Let Your Mill Suffocate)
Чтобы получить порошок более мелкого размера, оператор всегда уменьшает расход воздуха в системе, что невольно снижает эффективность измельчения и производительность оборудования. Расход воздуха (CFM) фактически определяет скорость, с которой измельченный материал покидает зону сортировки посредством пневмотранспортировки. Снижение скорости воздушного потока приведет к тому, что частицы будут бесконечно циркулировать в камере измельчения. Это вызовет чрезмерное измельчение материала, что приведет к сильному внутреннему трению, и в конечном итоге вы обнаружите, что штифт ротора покрыт слоем расплавленного или испорченного продукта.
Чтобы устранить это несоответствие объемов воздуха, в первую очередь следует отрегулировать скорость (об/мин) сортировочного колеса для управления точкой отсека (cut point), а не перемещать заслонку. Поддерживайте расход воздуха системного вентилятора на базовом уровне, указанном производителем оборудования, чтобы обеспечить быструю выгрузку материала. Стабильный расход воздуха позволяет мгновенно удалять мелкую пыль, предотвращая перегрузку камеры измельчения и серьезные скачки тока в двигателе.
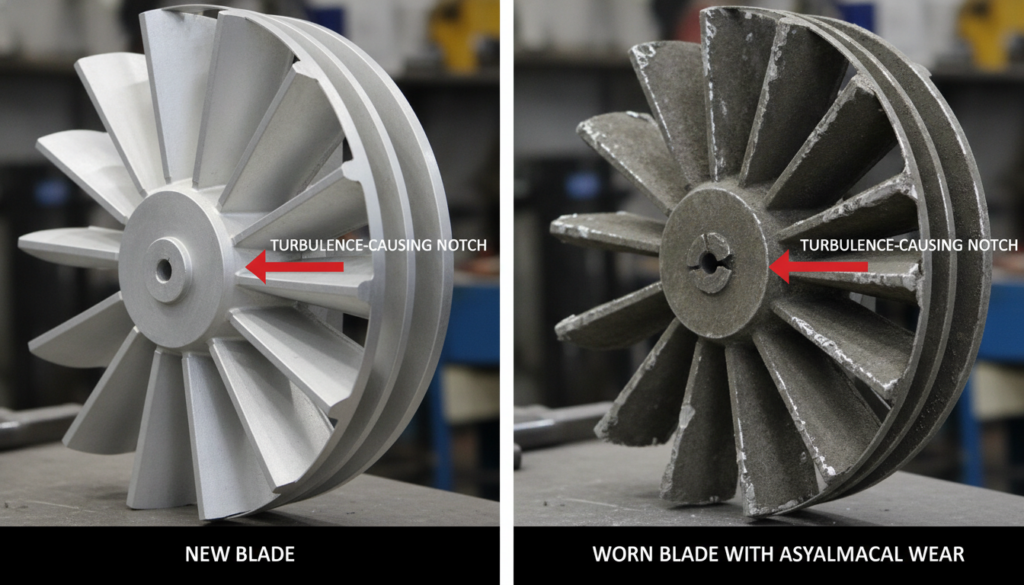
Ошибка 2: Неучет асимметричного износа сортировочного колеса
В большинстве случаев проблема заключается не в неисправности главного ротора, а в незначительном асимметричном износе лопастей сортировочного колеса, который трудно заметить невооруженным глазом, но который приводит к ухудшению качества вашей продукции. Более абразивный материал приводит к неравномерному износу передней кромки лопасти по всей окружности сортировочного колеса. Такая неравномерная геометрия не создает равномерного центробежного поля, а вызывает хаотичный воздушный вихрь. Крупные частицы могут легко прорваться через слабые места в этих воздушных вихрях, обойти зону сортировки и напрямую загрязнять готовый мешочный фильтр.
Еженедельно проверяйте лезвия гребневого колеса с помощью цифрового микрометра. Визуального осмотра недостаточно, ведь даже неравномерный износ всего на 1 мм приведет к резкому отклонению от технических характеристик D90. Как только вы обнаружите, что изменения размеров выходят за пределы заводских допусков, немедленно замените лезвие или проведите поверхностную закалку — не медлите.
Ошибка 3: Неравномерный размер частиц сырья (устройство защиты от скачков давления)
Подача сырья, не прошедшего просеивание и калибровку, непосредственно в мельницу непременно приведет к сильным скачкам нагрузки на двигатель и крайне нестабильному распределению частиц по фракциям. Мельница с воздушной сепарацией — это оборудование для высокоточной доработки, а не первичная дробилка. Если в ротационный клапан, расположенный выше по потоку, поступают агломераты или крупногабаритные фрагменты, электрическая нагрузка на главный приводной двигатель будет подвергаться резким колебаниям. Эта кратковременная перегрузка приведет к падению скорости ротора в течение нескольких критических секунд, в результате чего распределение частиц по размерам мгновенно расширится, а крупные частицы будут проходить непосредственно через сетку.
Я настоятельно рекомендую установить специальную машину для предварительного просеивания или измельчитель непосредственно над роторным запорным клапаном. Подготовка сырья до однородного размера позволяет обеспечить стабильную базовую нагрузку на двигатель. При стабильном токе скорость вращения ротора можно точно зафиксировать на заданном значении, что гарантирует однородность конечного порошка.
Error 4: Blind Fly Operation For Temperature Threshold
Накопление тепла внутри камеры измельчения может привести к необратимому повреждению термочувствительных продуктов, таких как смолы, сахар и порошковые покрытия. Сила механического воздействия измельчающего штифта преобразует огромную кинетическую энергию непосредственно в тепло. Если расход охлаждающей жидкости в рубашке снизится или поступающий воздух не будет должным образом охлажден, продукт расплавится и прилипнет к внутренней перегородке. В результате образуются твердые комки, и когда эти комки в конце концов отрываются, они ударяются о вал ротора, вращающийся с высокой скоростью.
Установите несколько инфракрасных датчиков температуры, работающих в режиме реального времени, на выпускном отверстии вальцовой линии для динамического контроля тепловой нагрузки. Подключите эти датчики напрямую к ПЛК (программируемому логическому контроллеру). Как только температура на выходе приблизится к температуре стеклования используемого материала, система сможет автоматически скорректировать скорость подачи, что позволит избежать многих проблем.
Ошибка 5: Ориентация на реактивное техническое обслуживание подшипников
Ждете, пока появится необычный шум, прежде чем заменить подшипник главного ротора? Это практически равносильно риску катастрофического выхода оборудования из строя и недели незапланированных простоев. Радиальные и осевые нагрузки, возникающие при высокоскоростном ультратонком шлифовании на нижнем подшипнике, являются чрезвычайно высокими. К тому моменту, когда человеческий слух может уловить звук трения или жужжания, исходящий из корпуса мельницы, сепаратор подшипника, как правило, уже практически разрушен, а на валу главного привода могут даже появиться царапины.
Вам следует внедрить ультразвуковой акустический мониторинг, чтобы выявлять мельчайшие трещины за несколько недель до того, как они начнут издавать аномальные звуки. Установите акустический датчик непосредственно на корпусе подшипника, чтобы ваша команда технического обслуживания могла отслеживать всплески высокочастотного трения. Лучше организовать замену подшипников в запланированное время смены и действовать на упреждение, чем столкнуться с внезапной поломкой в разгар производственного процесса.
Анализ конкретного случая: в процессе переработки порошка удалось восстановить 22% производственных мощностей.
Корректировка соотношения расхода воздуха и подачи сырья позволила увеличить производительность химического завода на 221 т/ч и при этом снизить количество брака практически до нуля. Речь идет о среднем по размеру заводе по производству порошковых красок. В то время на заводе наблюдались серьезные проблемы с агломерацией частиц и частыми отключениями двигателей при производительности 800 фунтов в час. Инженеры завода пытались предотвратить забивание системы, снизив скорость подачи, но эти меры не устраняли первопричину проблемы.
После того как я взял на себя руководство, я сразу же применил упомянутую выше схему 3-T для диагностики данной конкретной аэродинамической неисправности. В тот момент производительность системного вентилятора составляла всего 70%, что непосредственно приводило к недостаточному объему подаваемого воздуха в мельницу. Мы увеличили объем воздуха в системе (CFM) на 15%, чтобы ускорить опорожнение камеры измельчения, одновременно снизив скорость сортировочного колеса на 8% для поддержания точных точек резания. Результат: стабильная производительность 980 фунтов/час, идеальный показатель D90 в 35 микрон и отсутствие термической деградации.
Часто задаваемые вопросы
Вопрос: В чём заключается основное отличие между штифтовой мельницей и мельницей с воздушным классификатором?
Ответ: Внутри мельницы с воздушной классификацией установлен динамический классификационный диск. Перед тем как материал покидает машину, он проходит через этот диск, который обеспечивает активное регулирование максимального размера частиц. Стандартная игольчатая мельница не обладает такой внутренней функцией классификации, то есть материал сразу же выгружается после прохождения через игольчатый стержень, что приводит к более широкому распределению частиц по размерам и ухудшению управляемости.
Вопрос: Как настроить размер частиц в мельнице с воздушной сепарацией?
Ответ: Размер частиц регулируется в основном за счет изменения скорости вращения внутреннего классификационного колеса (об/мин). Увеличение скорости вращения колеса приводит к тому, что более мелкие частицы возвращаются в зону измельчения, и конечный продукт получается более мелким. Снижение скорости вращения колеса позволяет проходить более крупным частицам, и конечный продукт получается более крупнозернистым.
Вопрос: Почему ток (в амперах) двигателя моей мельницы с регулируемым расходом воздуха всегда находится в верхней части диапазона?
Ответ: Высокий ток двигателя свидетельствует о скоплении материала в камере измельчения. Обычно это происходит, когда скорость подачи превышает производительность системы пневмотранспортировки (недостаточный объем воздуха) или когда в мельницу попадают крупные куски сырья. Проверьте расход воздуха и убедитесь, что выпускной трубопровод или мешочный фильтр не заблокированы.
Вопрос: Каков максимальный размер сырья для мельницы с газовой сортировкой?
Ответ: Размер подаваемого сырья полностью зависит от технических характеристик мельницы, но, как правило, для крупных промышленных мельниц размер сырья не должен превышать 10 мм (3/8 дюйма), а для небольшого лабораторного оборудования — не должен превышать 2 мм. При превышении этого размера возникает высокий риск повреждения шлифовального штифта, а двигатель будет подвергаться сильной перегрузке.
Вопрос: Как часто следует менять выравнивающий диск?
Ответ: Частота замены полностью зависит от абразивности обрабатываемого материала и скорости работы станка. При обработке таких абразивных минералов, как диоксид титана, замена может потребоваться уже через несколько месяцев. Не забывайте еженедельно проверять лезвия с помощью микрометра. Немедленно заменяйте диски, если обнаружите, что лезвия изношены, что приводит к неравномерности размеров или вызывает вибрации.