Buscar
Molinos clasificadores de aire: 5 errores que te están costando dinero
Muchos molinos de clasificación por aire (molinos de clasificación por flujo de aire) no funcionan en absoluto con los parámetros óptimos. De hecho, esto supone una pérdida silenciosa de miles de euros en costes energéticos y beneficios de producción cada mes. Es probable que su margen de beneficio actual se esté reduciendo debido a una proporción incorrecta del volumen de aire, al desgaste de la rueda de clasificación o a una velocidad de alimentación inadecuada. A menudo me encuentro con muchos operarios que se quejan habitualmente de que el diseño de la máquina no es bueno cuando la capacidad disminuye o la granulometría fluctúa. Para ser sinceros, el verdadero culpable suele ser algún punto ciego operativo específico. Hoy pondremos sobre la mesa estos 5 costosos errores que destruyen la eficiencia de la molienda y ofreceremos un plan específico de ajuste del equipo.
3-T Optimization Framework For Precision Grinding
Para lograr una molienda con clasificación por flujo de aire, lo fundamental es controlar de forma sincronizada tres variables específicas: el rendimiento (Throughput), la temperatura (Temperature) y la velocidad de la línea (Tip Speed). A menudo recuerdo a los clientes que ajustar una de estas variables sin modificar las otras dos afectará sin duda a la distribución del tamaño de las partículas (PSD).
El rendimiento determina tus ingresos, pero depende por completo del equilibrio dinámico entre la carga térmica (temperatura) y la energía cinética aplicada a las partículas (la velocidad lineal del rotor y la rueda de clasificación). Cuando el director del taller estaba preocupado por el cuello de botella en la producción, según mi experiencia en investigaciones in situ, nueve de cada diez veces la causa del fallo se remonta a la ruptura de esta relación de las 3 T.
| Variable | Repercusiones operativas | Medida de optimización |
| Rendimiento | – Influences material residence time in the processing zone.- Excessive throughput can lead to incomplete mixing, insufficient thermal transfer, or high mechanical load.- Low throughput may cause over-processing, material degradation, or reduced production efficiency. | – Adjust the feeding rate to match the design capacity.- Coordinate the ratio of feed rate to impeller/screw speed to maintain a consistent specific energy input (SEI).- Monitor system pressure and torque to prevent overloading. |
| Temperatura | – Direct impact on material viscosity, binder activation, or reaction kinetics.- Excessively high temperature may cause thermal degradation or unwanted phase transitions.- Too low temperature can result in high formulation viscosity, poor binding, or increased mechanical resistance. | – Calibrate the heating/cooling jacket zones to maintain target profiles.- Adjust throughput or rotational speed to control the contribution of viscous dissipation (shear heating).- Utilize real-time temperature sensors for closed-loop feedback control. |
| Velocidad de la punta | – Governs the shear rate, particle collision frequency, and mechanical energy input.- High tip speed promotes particle breakage, intensive mixing, and rapid dispersion, but can cause excessive fines or material degradation.- Low tip speed may lead to poor mixing uniformity or insufficient binder distribution. | – Optimice las RPM (revoluciones por minuto) en función del diámetro del equipo para alcanzar la velocidad periférica deseada (v = π × D × N v = π × D × N ).- Balance tip speed with throughput to control particle/granule size distribution.- Scale up processes by keeping the tip speed constant when transitioning to larger vessels. |
Error 1: Air Volume Mismatch (Let Your Mill Suffocate)
Para obtener un polvo más fino, el operario suele reducir el caudal de aire del sistema, lo que, sin darse cuenta, merma la eficiencia de la molienda y la capacidad de la máquina. El caudal de aire (CFM) determina, de hecho, la velocidad a la que el material molido sale de la zona de clasificación mediante transporte neumático. Reducir la velocidad del aire hará que las partículas circulen sin cesar en la cámara de molienda. Esto provocará una molienda excesiva del material, causando una fricción interna severa, y con el tiempo se observará que el pasador del rotor está cubierto por una capa de producto fundido o deteriorado.
Para resolver este desajuste en el volumen de aire, el primer paso debería ser ajustar la velocidad (RPM) de la rueda de clasificación para controlar el punto de corte, en lugar de mover el regulador. Mantenga el volumen de aire del ventilador del sistema en el valor de referencia especificado por el fabricante del equipo para garantizar que el material se vacíe rápidamente. El volumen de aire estable puede eliminar al instante el polvo fino, evitando la sobrecarga de la cámara de molienda y picos graves de corriente en el motor.
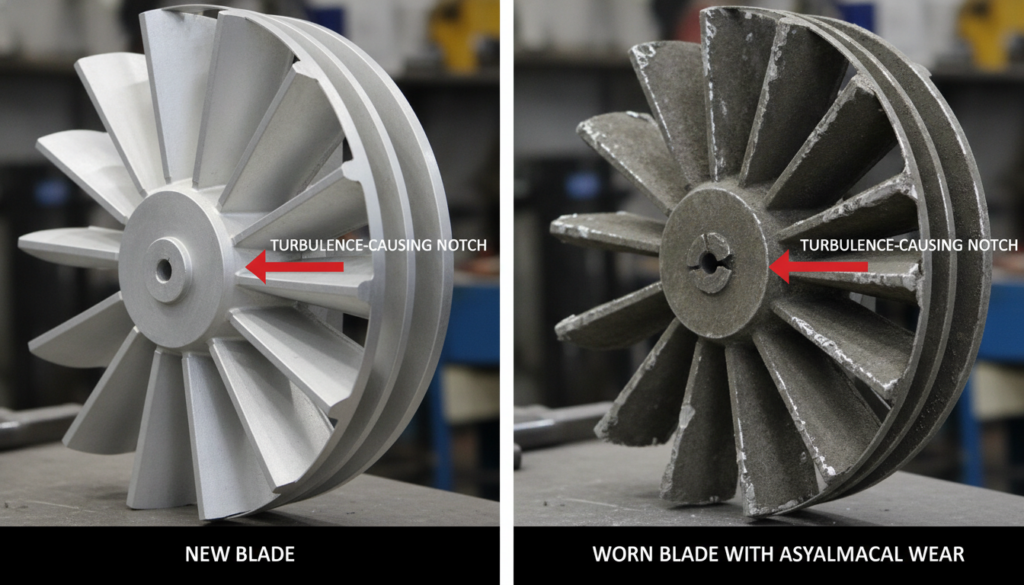
Error 2: No tiene en cuenta el desgaste asimétrico de la rueda de calibrado
En la mayoría de los casos, el rotor principal no presenta fallos, y el ligero desgaste asimétrico de las palas de la rueda de clasificación —difícil de apreciar a simple vista— es lo que ha deteriorado la calidad de sus productos. El material más abrasivo erosiona el borde de ataque de la pala de forma desigual a lo largo de toda la circunferencia de la rueda de clasificación. Esta geometría irregular no genera un campo centrífugo uniforme, sino que crea un vórtice de aire caótico. Las partículas grandes pueden atravesar fácilmente los puntos débiles de estos vórtices de aire, eludir la zona de clasificación y contaminar directamente el filtro de mangas acabado.
Revisa semanalmente las cuchillas de la rueda niveladora con un micrómetro digital. No basta con observarlas a simple vista, ya que incluso un desgaste desigual de tan solo 1 mm provocará una desviación considerable de las especificaciones de tu D90. Si detectas que las variaciones de tamaño superan la tolerancia de fábrica, sustituye inmediatamente la cuchilla o aplica un tratamiento de endurecimiento superficial; no lo dudes.
Error 3: Tamaño irregular de las partículas de la alimentación (trampa de sobrepresión)
Verter materias primas que no hayan sido cribadas ni calibradas directamente en el molino provocará sin duda alguna una sobrecarga grave del motor y una clasificación de partículas extremadamente inestable. El molino de clasificación por flujo de aire es un equipo de acabado de precisión y, desde luego, no es una trituradora primaria. Cuando se alimentan aglomerados o fragmentos de gran tamaño a la válvula rotativa situada aguas arriba, la carga eléctrica del motor de accionamiento principal sufrirá fuertes fluctuaciones. Esta sobrecarga de corta duración hará que la velocidad del rotor caiga en unos pocos segundos críticos, y la distribución del tamaño de las partículas se ampliará al instante, y las partículas gruesas se filtrarán directamente a través de la malla.
Recomiendo encarecidamente instalar una máquina de preselección o una trituradora específica justo encima de la válvula rotativa de bloqueo. El procesamiento de las materias primas hasta obtener un tamaño uniforme garantiza una carga básica estable del motor. Cuando la corriente es estable, la velocidad de rotación del rotor puede fijarse con precisión en el valor deseado, lo que garantiza la uniformidad del polvo final.
Error 4: Blind Fly Operation For Temperature Threshold
La acumulación de calor en el interior de la cámara de molienda puede dañar de forma permanente productos sensibles al calor, como resinas, azúcares y recubrimientos en polvo. La fuerza de impacto mecánico del pino de molienda convertirá la enorme energía cinética directamente en calor. Si el caudal de la camisa de refrigeración disminuye, o si el aire de admisión no se enfría adecuadamente, el producto se derretirá y se adherirá al deflector interno. Esta situación provocará la formación de grumos duros y, cuando estos grumos finalmente caigan, golpearán el eje del pasador del rotor que gira a alta velocidad.
Instale varios sensores de temperatura por infrarrojos en tiempo real en la boca de descarga del molino para supervisar dinámicamente la carga térmica. Conecte estos sensores directamente a su PLC (controlador lógico programable). Cuando la temperatura de descarga se acerque a la temperatura de transición vítrea de su material específico, el sistema podrá ajustar automáticamente la velocidad de alimentación, lo que le ahorrará muchos problemas.
Error 5: Dependencia del mantenimiento reactivo de los rodamientos
¿Esperas a oír un ruido anormal antes de cambiar el cojinete del rotor principal? Eso equivale básicamente a provocar un fallo catastrófico del equipo y semanas de paradas no planificadas. Las cargas radiales y axiales que ejerce el molido ultrafino a alta velocidad sobre el cojinete inferior son extremas. Para cuando el oído humano puede percibir un chirrido o zumbido procedente de la carcasa del molino, la jaula del cojinete ya se ha desintegrado casi por completo y es posible que el eje de transmisión principal incluso haya sufrido arañazos.
Deberías implantar un sistema de monitorización acústica por ultrasonidos para detectar pequeñas grietas semanas antes de que empiecen a producir ruidos anormales. Instala un sensor acústico directamente en la carcasa del cojinete para que tu equipo de mantenimiento pueda detectar picos de fricción de alta frecuencia. Es mejor programar la sustitución de los cojinetes durante el turno previsto y tomar la iniciativa que tener que hacer frente a una avería repentina en plena producción.
Análisis de caso in situ: se recuperó el 221 % de la capacidad de producción en el procesamiento de polvos.
El reajuste de la relación entre el caudal de aire y la alimentación ha aumentado la producción de una planta química en un 221 % y ha reducido la tasa de desechos casi a cero. Se trata de una fábrica de recubrimientos en polvo de tamaño medio. En aquel momento, sufrían una grave aglomeración de partículas y frecuentes desconexiones de los motores a 800 libras/hora. Los ingenieros de la fábrica intentaron evitar el bloqueo del sistema reduciendo la velocidad de alimentación, pero los síntomas no eran la causa raíz.
Tras asumir el cargo, apliqué directamente el esquema 3-T que acabo de mencionar para diagnosticar este fallo aerodinámico concreto. En ese momento, el ventilador del sistema solo alcanzaba el 70% de su capacidad, lo que provocaba directamente que el molino careciera de un volumen de aire de transporte suficiente. Aumentamos el volumen de aire del sistema (CFM) en 15% para acelerar el vaciado de la cámara de molienda, al tiempo que redujimos la velocidad de la rueda de clasificación en 8% para mantener unos puntos de corte precisos. El resultado: un rendimiento constante de 980 libras/hora, un D90 perfecto de 35 micras y cero degradación térmica.
Preguntas frecuentes
Pregunta: ¿Cuál es la principal diferencia entre un molino de púas y un molino con clasificador de aire?
Respuesta: El molino de clasificación por flujo de aire cuenta con una rueda de clasificación dinámica en su interior. Antes de que el material salga de la máquina, esta controla activamente el tamaño máximo de las partículas. El molino de barras de agujas estándar no dispone de esta función de clasificación interna; es decir, el material se descarga directamente tras pasar por las barras de agujas, lo que da lugar a una distribución granulométrica más amplia y a una menor capacidad de control.
P: ¿Cómo se ajusta el tamaño de las partículas en el molino de clasificación por flujo de aire?
Respuesta: El tamaño de las partículas se ajusta principalmente modificando la velocidad de la rueda de clasificación interna (RPM). Al aumentar la velocidad de la rueda, las partículas más finas vuelven a la zona de molienda y el producto final es más fino. Al reducir la velocidad de la rueda, las partículas más grandes pasan al otro lado y el producto final es más grueso.
P: ¿Por qué la corriente (en amperios) del motor de mi molino de clasificación por flujo de aire siempre es elevada?
Respuesta: El alto consumo de corriente del motor indica que se ha acumulado material en la cámara de molienda. Esto suele ocurrir cuando el caudal de alimentación supera la capacidad de transporte neumático del sistema (volumen de aire insuficiente) o cuando entran en el molino trozos grandes de materia prima. Compruebe el caudal de aire y compruebe si el tubo de descarga o el filtro de mangas están obstruidos.
P: ¿Cuál es el tamaño máximo de alimentación del molino de clasificación por flujo de gas?
Respuesta: El tamaño de la materia prima depende totalmente de las especificaciones del molino, pero, en general, en el caso de los molinos industriales de gran tamaño, las materias primas no deben superar los 10 mm (3/8 pulgadas), mientras que en los equipos de laboratorio pequeños deben mantenerse por debajo de los 2 mm. Por encima de este tamaño, existe un gran riesgo de que se dañe el eje de molienda y el motor se sobrecargue gravemente.
P: ¿Con qué frecuencia hay que cambiar la rueda niveladora?
Respuesta: La frecuencia de sustitución depende totalmente de la abrasividad del material y de la velocidad de funcionamiento de la máquina. Si se trata del procesamiento de dióxido de titanio u otros minerales abrasivos, es posible que haya que cambiarlas cada pocos meses. Recuerde comprobar las cuchillas con un micrómetro cada semana. Sustituya las ruedas inmediatamente si observa que las cuchillas están desgastadas, lo que provoca irregularidades en el tamaño o vibraciones.