Buscar
Principio de funcionamiento del molino clasificador por aire: análisis en profundidad de 2026
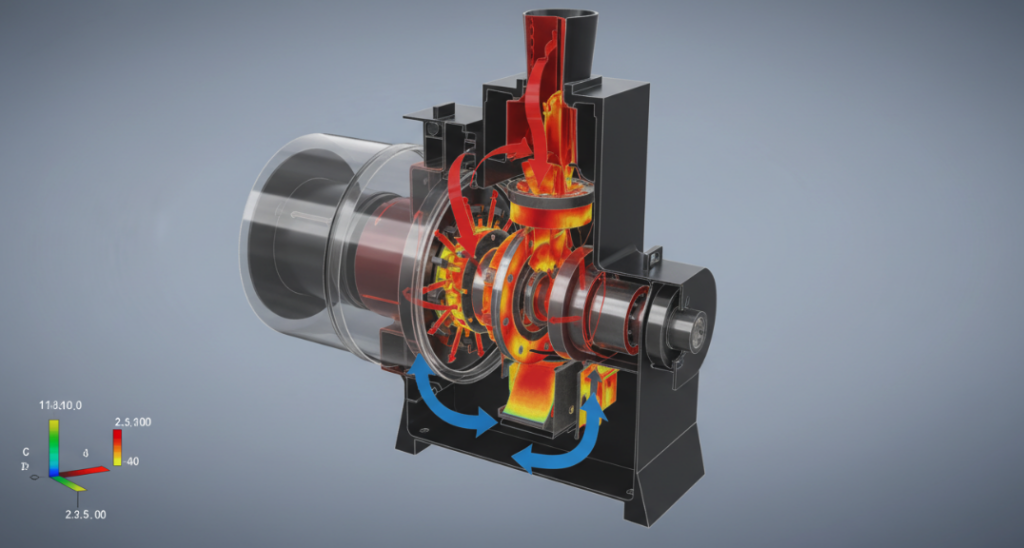
Un molino clasificador por aire (ACM) logra una trituración y una separación de partículas continuas mediante la interacción simultánea de la molienda por impacto mecánico y la clasificación aerodinámica dinámica dentro de una única cámara. La línea de base Principio del molino de clasificación por aire se basa en un disco rotor de alta velocidad que acelera el material de alimentación contra un revestimiento del estator para provocar la fractura, mientras que una rueda de clasificación integrada de velocidad variable utiliza fuerzas centrífugas y de resistencia aerodinámica contrarias para extraer las partículas finas y devolver el material de gran tamaño a la zona de molienda. Es probable que su desviación actual en la distribución del tamaño de partícula (PSD) se deba a caídas de presión estática no detectadas; el aprovechamiento de los bucles de retroalimentación en tiempo real 2026 que se describen a continuación puede reducir la tolerancia del punto de corte D97 hasta en 12% sin alterar su hardware actual.
Los mecanismos fundamentales: un análisis de la sinergia entre impacto y clasificación
Comprender con precisión Principio de funcionamiento del molino clasificador de aire Esto requiere aislar el entorno interno en dos zonas termodinámicas y mecánicas diferenciadas. Los expertos en evaluación de equipos atribuyen la eficiencia de la máquina directamente a la fase de transición entre la zona inferior de molienda y la zona superior de clasificación.
Dinámica de rotores y mecánica de la abrasión
La velocidad de impacto determina la tasa inicial de fractura de las partículas. El material de alimentación entra en el molino por vía mecánica o neumática y cae sobre el disco de molienda giratorio. Los pines o martillos del rotor, que giran a velocidades en la punta que oscilan entre 90 y 120 m/s, someten a las partículas a una energía cinética extrema. La colisión contra el revestimiento fijo corrugado provoca una trituración inmediata por impacto y atrito. El flujo de aire principal, aspirado desde debajo del rotor, arrastra instantáneamente las partículas fracturadas hacia arriba, en dirección a la rueda separadora. El gran volumen del flujo de aire evita la degradación térmica de los materiales sensibles al calor, al disipar el calor generado durante el impacto mecánico.
La zona de clasificación: resistencia aerodinámica frente a fuerza centrífuga
La extracción de partículas depende totalmente de la relación entre la masa y la resistencia aerodinámica en el borde del disco de clasificación. A medida que la mezcla de aire y partículas se aproxima al disco giratorio, las partículas se ven sometidas a dos fuerzas físicas opuestas. La fuerza de resistencia aerodinámica del ventilador de extracción del sistema empuja las partículas hacia el centro de la rueda, mientras que la fuerza centrífuga generada por la rotación de la rueda las empuja hacia afuera. Las partículas finas tienen menor masa, lo que significa que la resistencia aerodinámica supera a la fuerza centrífuga, lo que les permite pasar a través de las palas de la rueda hacia la descarga del ciclón. Las partículas gruesas, que poseen mayor masa, se ven dominadas por la fuerza centrífuga, chocan contra el anillo deflector y caen de nuevo a la trayectoria del rotor para una mayor trituración.
El modelo del triángulo de fuerzas de ACD para el dominio del punto de corte D97
El control preciso del tamaño de la parte superior (D97) es una función matemática de tres variables, más que un simple ajuste de la máquina. Hemos desarrollado el modelo del triángulo de fuerzas ACD (atrición, centrifugación y arrastre) para cuantificar los límites operativos de cualquier configuración de ACM.
- Abandono (A): Depende de la velocidad en la punta del rotor. Al aumentar la velocidad del rotor, se reduce el tamaño medio de las partículas (D50), pero esto no determina estrictamente el límite máximo de tamaño.
- Centrífugo (C): Depende de las revoluciones por minuto (RPM) de la rueda clasificadora. A mayor velocidad de la rueda, mayores son las fuerzas de rechazo, lo que da lugar a un punto de corte D97 más fino.
- Arrastrar (D): Depende del volumen total de aire (CFM). Un mayor volumen de aire arrastra partículas más grandes a través de la rueda, lo que da como resultado un producto de grano más grueso.
Los ingenieros de procesos determinan un punto de corte óptimo fijando el volumen total de aire (D) para mantener la velocidad de transporte neumático y, a continuación, ajustando con precisión las revoluciones por minuto del clasificador (C) en función de la velocidad del rotor (A) para obtener la curva de distribución granulométrica deseada.
Tabla: Carbonato cálcico (CaCO₃CaCO3) Datos de ensayo del tamaño de partícula (D50 y D97) en diversas combinaciones de RPM/CFM
Material: carbonato cálcico molido (GCC) | Tipo de molino: molino con clasificación por aire (ACM)
| N.º de prueba | Velocidad del clasificador (rpm) | Caudal de aire (CFM) | D50 (μmμm) | D97 (μmμm) | Evolución del tamaño de las partículas |
| Prueba 1 | 2,000 | 150 | 12.5 | 35.0 | Grosero |
| Prueba 2 | 3,000 | 150 | 8.2 | 22.5 | Medio |
| Prueba 3 | 4,000 | 150 | 5.8 | 15.0 | De acuerdo |
| Prueba 4 | 5,000 | 150 | 4.1 | 10.5 | Ultrafino |
| Prueba 5 | 2,000 | 200 | 15.0 | 42.0 | Grosero |
| Prueba 6 | 3,000 | 200 | 10.5 | 28.0 | Medio |
| Prueba 7 | 4,000 | 200 | 7.5 | 19.5 | De acuerdo |
| Prueba 8 | 5,000 | 200 | 5.2 | 13.5 | Ultrafino |
Objetivos de producción para 2026: integración de PSD en tiempo real
El control estático de procesos se está quedando rápidamente obsoleto en la fabricación de polvos de alto rendimiento. El objetivo para 2026 de los directores técnicos de planta consiste en integrar sensores de difracción láser en línea directamente en la línea de transporte neumático situada aguas abajo del molino. Estos sensores transmiten datos continuos de distribución granulométrica (PSD) a intervalos inferiores a un segundo al PLC del molino. Cuando el sensor detecta un cambio mínimo en el límite D97, el PLC ajusta instantáneamente el variador de frecuencia de la rueda clasificadora. Esta integración de bucle cerrado elimina el retraso estándar de 30 minutos del muestreo de laboratorio, evitando toneladas de producto fuera de especificación y reduciendo el consumo específico de energía hasta en un 8,51 %.
Problemas de ingeniería: acumulación en el anillo de la cubierta y “partículas fantasma”
La aparición de partículas gruesas inexplicables en el producto final suele deberse a anomalías en la dinámica de fluidos, más que a un fallo mecánico. Muchos operarios con experiencia diagnostican erróneamente este problema como un desgaste de las palas del clasificador. El verdadero culpable suele ser el “efecto Coanda”, que se produce en el anillo de protección situado justo debajo de la rueda de clasificación. Los materiales cohesivos se acumulan en este anillo fijo con el tiempo, alterando el perfil aerodinámico del flujo de aire que entra en la rueda. Esta alteración del canal de aire crea picos de velocidad localizados, lo que empuja físicamente a las “partículas fantasma” grandes y sin clasificar a través de los huecos y hacia el flujo del producto final. La inspección periódica de la holgura de la cubierta y la aplicación de anillos pulidos o recubiertos de teflón eliminan esta alteración de la capa límite.
“Preguntas frecuentes” relacionadas
Preguntas frecuentes técnicas para ingenieros de procesos
¿Qué factor determina la velocidad máxima de alimentación en un molino clasificador por aire?
La carga térmica específica y la capacidad de transporte neumático del ventilador del sistema determinan los límites de la velocidad de alimentación. Una alimentación excesiva inunda la cámara de molienda, lo que reduce la velocidad del aire interior por debajo del umbral de suspensión, lo que provoca picos de amperaje en el motor y el bloqueo inmediato del molino.
¿Cómo influye la temperatura interna en el funcionamiento del molino clasificador de aire?
La densidad del aire disminuye a medida que aumenta la temperatura interna debido a la fricción mecánica. Una menor densidad del aire reduce la fuerza de resistencia aerodinámica (la fuerza de tracción). Para compensar este cambio térmico y mantener un punto de corte constante, los operarios deben reducir proporcionalmente la velocidad de la rueda del clasificador.
¿Por qué mi D50 se desplaza aunque la velocidad de la rueda clasificadora se mantenga constante?
Las variaciones en la dureza inicial o el contenido de humedad de la materia prima alteran directamente la tasa de fractura en la zona de impacto. Si el rotor genera menos partículas finas debido a que el material de alimentación es más duro, la rueda clasificadora tiene menos material fino que extraer, lo que desplaza fundamentalmente toda la curva de distribución granulométrica hacia fuera.
¿Puede un molino clasificador por aire procesar materiales abrasivos como la sílice?
Los pasadores y revestimientos de acero al carbono estándar o de acero inoxidable 304 se deterioran rápidamente bajo el impacto abrasivo. El procesamiento de materiales con una dureza superior a 4 en la escala de Mohs requiere equipar el rotor y el revestimiento fijo con insertos de carburo de tungsteno o de óxido de aluminio cerámico para evitar un desgaste mecánico rápido y la contaminación del producto.
¿Cuál es la caída de presión estándar en la rueda de clasificación?
Un ACM bien optimizado funciona con una caída de presión de entre 15 y 25 pulgadas de columna de agua a lo largo del cuerpo del molino. Los picos superiores a 30 pulgadas indican un taponamiento del filtro en el colector de polvo situado aguas abajo o un atasco grave de material dentro de la cámara de molienda.